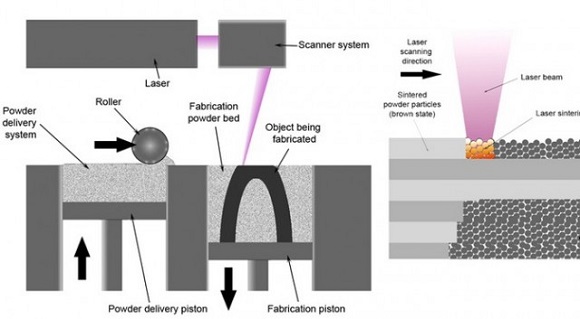
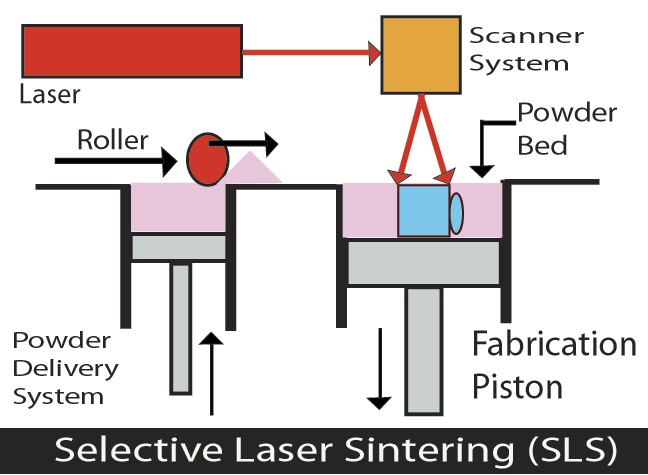
EBM گونهای دیگر از روشهای پرینت سهبعدی صنعتی با استفاده از مواد فلزی است. این روش اختراع شده توسط شرکت Arcam AB Inc. در ابتدای دههی اخیر است. همانند روش SLM اساس این تکنیک نیز ذوب پودر فلزی قرارگرفته بر روی صفحهی افقی است. روش EBM کاملا مشابه روش SLM است با این تفاوت که در روش SLM هستهی ذوبکننده به جای لیزر، جریان الکترونی (electron beam) است.
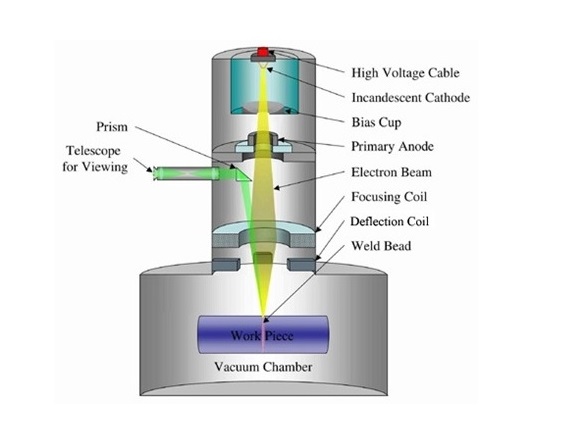
مادهی مورداستفاده در روش EBM پودر فلزی است که در اثر ذوبشدن به صورت لایه لایه براساس منطق CAD در فضای خلا با استفاده از ستون کاتدی به وجود میآید. برخلاف SLM در روش EBM پودر شکلدهندهی مدل به طور کامل ذوب خواهد شد. این فرایند در دمای بسیار بالایی صورت میگیرد که ممکن است این دما به 1000 درجهی سانتیگراد نیز برسد.
در مقایسهی EBM با روش SLM به دلیل زمان بر بودن و همین طور محدودیت مواد مورد استفاده ، این روش از رواج کمتری برخوردار است . هم اکنون مواد مورد استفادهی این تکنیک تیتانیوم و فلزات محدود دیگر است . این تکنولوژی به طور ویژه در اختیار خدمات صنعتی مانند هوافضا و پزشکی است. یکپارچهگی و فرمهای بسیار پیچیده و پرحفره از جمله ویژگیهای بسیار مهم در مدلهای تکنولوژی EBM است. برای مثال ساخت یک قطعهی جایگزین تیتانیومی در اسکلت ساختمان بدن انسان آنقدر نیازمند دقت است که با هیچ دستگاهی نمیتواند به دقت این تکنولوژی قطعات مورد نظر را تولید کرد.